Buildup on Process Rollers and Other Equipment
If you are in operations, maintenance, or technical service working in industries as diverse as paper manufacturing, printing, baking, confectionary, aerospace, biomedical, you have likely come across a common issue: contaminant buildup on process rollers. Unwanted adhesion of “stickies” often leads to product defects, reduced throughput, and machine downtime.
But there is good news. The video below shows that with the right chemistry there are ways to solve unwanted stickies from building up in your process.
Understanding the root cause of adhesion between our process rollers and our unwanted contaminants allows us to find solutions to resolve these “sticky” problems.
Understanding Adhesion
A common misunderstanding about adhesion is that there’s typically no chemical bond between the glue and the surface it’s sticking to. Instead, there are a large number of tiny electrostatic attractions called Van Der Waals forces that cause the glue molecules to act like millions of tiny magnets on the surface of the process equipment.
The other mechanism by which adhesives stick to the surface is through mechanical bonds. If our surface is porous and full of holes, the glue molecules can seep into the holes and lock into them similar to ice cubes locking into the ice cube tray. This is called the mechanical theory of adhesives.
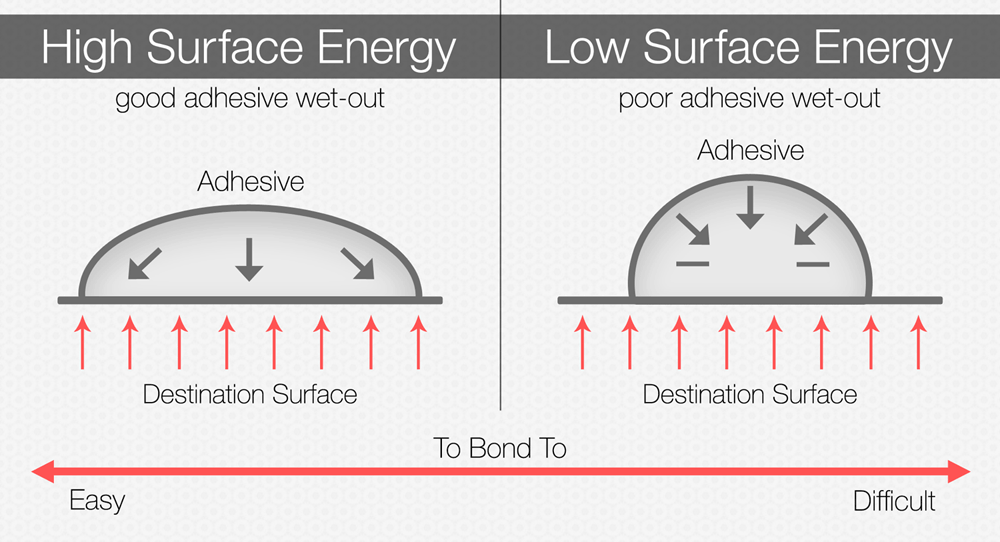
For either of these two bonding mechanisms to occur, the adhesive must “wet out” and cover the surface of the roller. The greater the surface area, the more difficult the electrostatic and mechanical bonds are to break, and the stronger the glue will stick to the surface of our process.
Adhesive forces are defined as the attraction between molecules of the same type while Cohesive forces are the attraction between different molecule types.
Cohesive forces will try to collapse the glue into the smallest possible surface area while adhesive forces will cause it to flatten out on the surface of the substrate. To visualize this, think of a drop of water (our “glue”) placed on a waxed car hood.
In example (a) the cohesive forces of the water molecules are stronger than the adhesive forces to the wax, so the contact angle is large and the surface area contacting the car is low. In example (b), the paint from an un-waxed car hood has higher adhesion strength than the cohesive forces of the water and the water will “wet out” and cover the paint.
So why does the wax behave differently than the paint? This is influenced by a property called surface energy which is measured by the strength of bonding energies at the surface of any material. A simplified explanation of surface energy is that “unhappy” molecules at the surface do not have a full complement of molecules around them to balance out their attractive forces. These surface molecules therefor exhibit affinity to different molecules that touch the surface such as the water or glue.
Surface energy can be directly measured for every substance as a function of force per unit length. As can be seen in the table below, fluoropolymers like Polytetrafluoroethylene and silicones have the lowest surface energies of all materials. These are the materials that Fluoron engineers work with to lower the surface energy of process equipment to help prevent glues and gums from wetting out and bonding.
So now that we have chosen our materials, we need to bond them to the roller surface. One option often used for metal substrates such as aluminum or steel equipment is to utilize coatings that are sprayed on in liquid form and then cured in place. Prior to the coating process, the equipment surface must be grit blasted to roughen it such that the coating can mechanically bond. Fluoron’s Fluor-XR coating process uses an additional step of thermal spraying on a thin layer of tungsten carbide to provide porosity and a series of peaks and valleys on the roller surface. In addition to providing good mechanical bond strength to the coating, the ultra-hard carbide “peaks” prevent the release coating from wearing down further over time.
For rubber or metal rollers, another option is to use a heat shrinkable tube (HST) fabricated out of fluoropolymer sheet. During the manufacturing process, Fluoron technicians pre-expand our custom heat shrinkable tubing to the exact specifications of the customer roller. The roller can then be shipped to the site and easily shrunk down on the process roller with a torch or heat gun. For positions with high friction or compression, Fluoron will etch the ID of the tube to allow for mechanical bonding of an adhesive that helps further lock the sleeve in place and prevent slipping. The video below shows our heat shrinking process.
Whether you are interested in coatings or heat shrinkable sleeves, there are several options to choose from depending on your process chemistry, operating conditions, and buildup issues.
Heat Shrinkable Tube (HST) Solutions
- FEP – Low-Cost dependable release cover custom made for your roller
- Fluoro-Wear and Fluoro-Stat PTFE – High Wear sleeve with better abrasion resistance and anti-static properties than FEP
Not sure which solution is right for you? Please contact one of our technical experts today to discuss your sticky situation. We can provide recommendations or free sample coupons for you to test out in your process.